Edit: Thanks to everyone for the help! Just an update.
Thanks to @nate3d and @IMALlama comments below I calibrated the e-steps that were very under and it improved a lot.
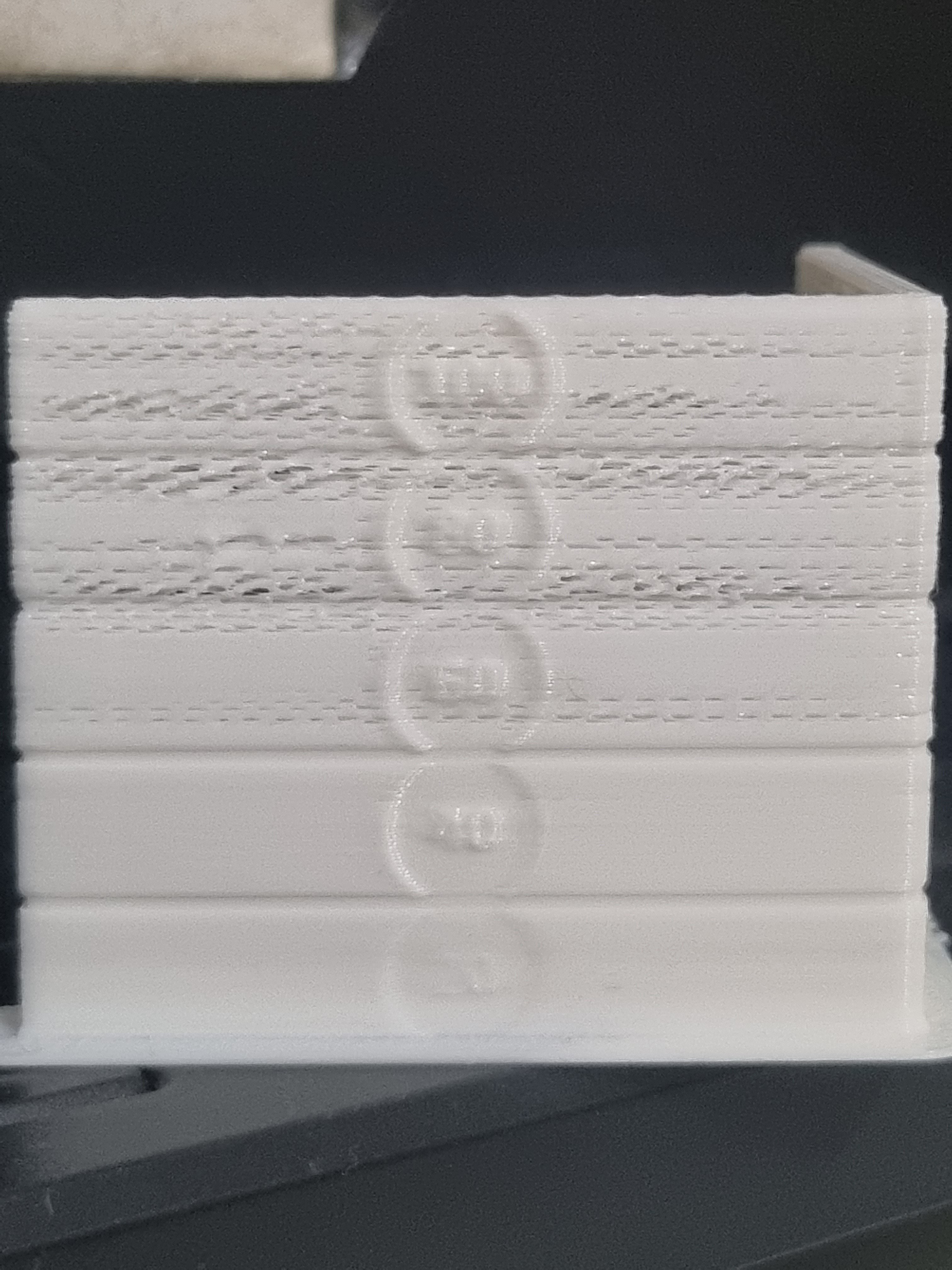
I left the filament on the dryer for 8 hours and tested again with a 20mm /s speed and 220 C print temp and it was better (picture below)
Just to answer you all saying it's a clog or a hot end problem, it's not, the whole hot end, includong nozzle, heat block and everything else, even the PTFE tube are all brand new and I checked before.
This is still the best I could achieve and It took 3 hours to print this benchy lol
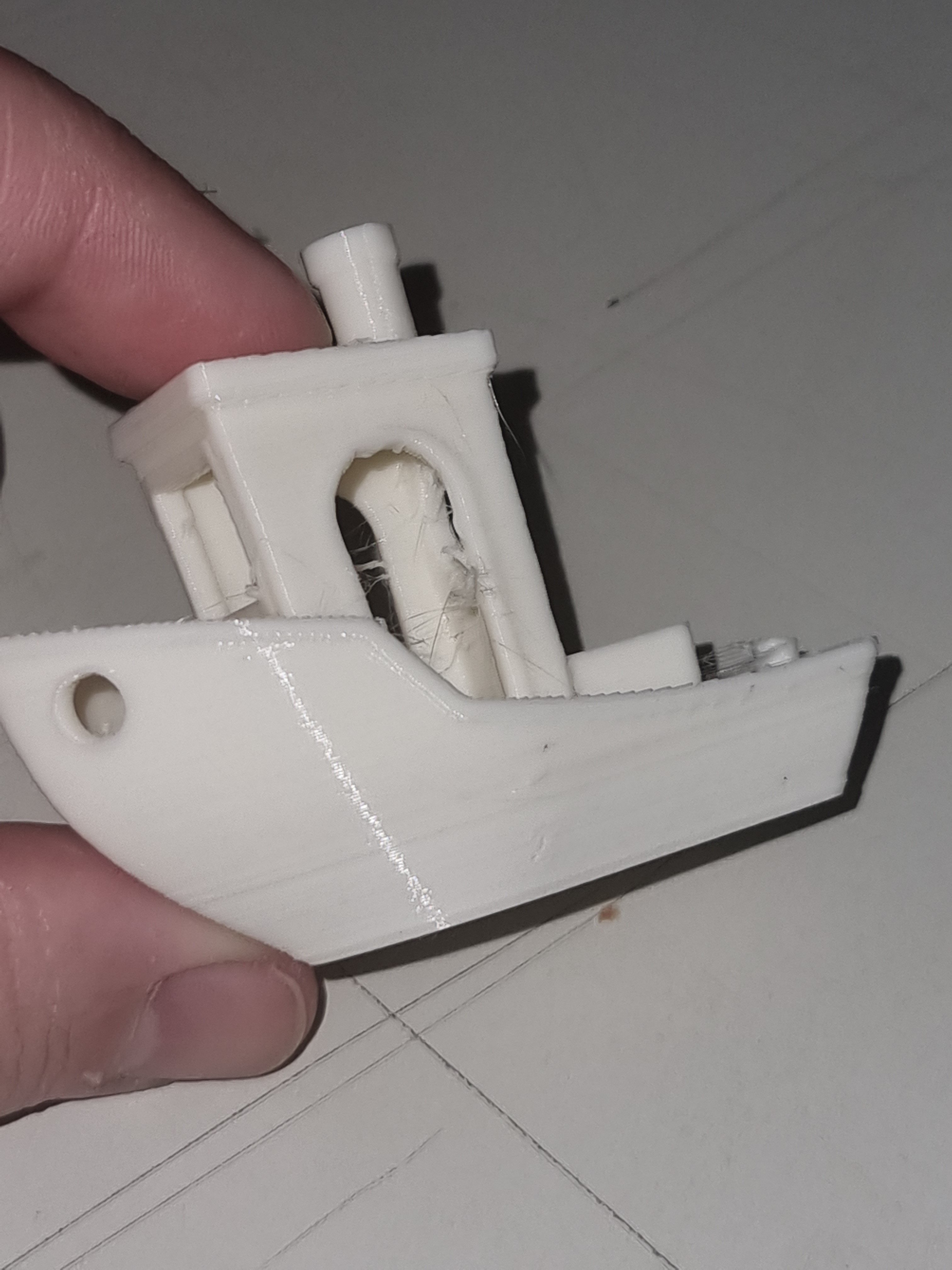
‐-------- Hi everyone, I'm once again asking for your help lol Since I’ve tried to print with wood I totally wrecked my printer so I changed the hot end and am trying to set it all up again. Since my printer already came built and working I don’t have much experience with things like this so if you could help me I would be very thankful
What do I need to twerk to make it print better again?
I’m using Cura slicer and trying to print a benchy with the settings below:
Nozzle: 0.4
Layer: 0.2
Printing temp: 220 (it wont print with lower temp)
Speed: 60
Retraction distance: 7
Retraction speed: 70
Edit: PLA